Engineering & Development Dept.
KANZAKI KOKYUKOKI MFG. CO., LTD.
YANMAR Technical Review
Introduction to Machine Tools Used in Gear Processing~Development of Machine Tools for High Precision Gears at Low Cost~
Abstract
Kanzaki Kokyukoki Mfg. Co., Ltd. produces gear finishing machines, lathes, and other machine tools. Over 90% of its customers are automotive parts manufacturers who use these machines for manufacturing parts.
This article describes machine tools for gear manufacturing, including trends in user needs and potential future developments.
Kanzaki’s gear honing machines feature small size, light weight, and improved machining accuracy. Kanzaki has also shortened the cycle time for gear grinding machines and produces downsized gear shapers that are industry leaders.
1. Introduction
Part of the Yanmar Group, Kanzaki Kokyukoki Mfg. Co., Ltd. operates a component manufacturing business that produces hydraulic equipment and transmissions, and marine and other gears. The company’s other main business is the design, manufacture, and sale of machine tools, which are marketed under its own brand. The company’s machine tools can be broadly divided into gear finishing machines based around shaving machines, and lathes that are mainly used on piston lines and for aluminum wheel machining. Over 90% of the company’s customers are automotive parts manufacturers (including motorbike and truck parts). This article describes three types of machine tools for gears, namely gear shapers, gear grinders, and gear honing machines, including user needs and details of potential future developments for gear machine tools.
2. Trends in Customer Needs in Gear Manufacturing
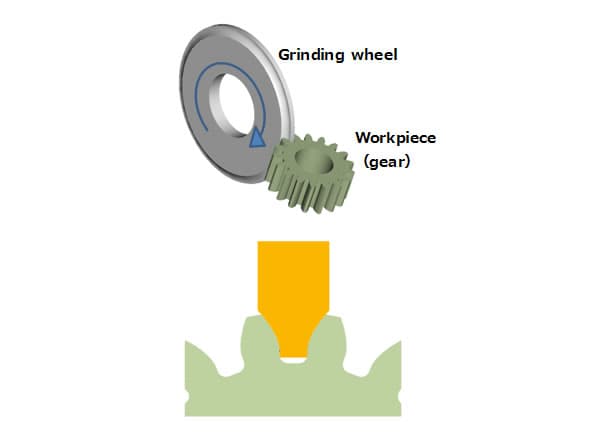
How to make the gears used in automotive drive trains quieter has been a subject of interest in recent years. The emergence of hybrid and electric vehicles has focused attention on the acoustic noise produced by the transmission. To reduce noises such as whine and the striking noise made by gear meshing, manufacturers have adopted practices such as controlling heat treatment distortion and selecting pairs of opposing gears based on how accurately they mesh together. Another more dependable practice that is emerging is to perform finishing of the gears after heat treatment. Post-heat-treatment finishing of gears by grinding or honing (as shown in Fig. 1), practices that were rare in the past, are now becoming more common. Improvement in cumulative pitch accuracy, another cause of noise, is an emerging requirement and gear grinding machines and synchronized honing machines can meet this requirement. On the other hand, as improvements in the performance of grindstones has enabled machining to remove more material in the finishing process, there are also cases where shaving is no longer used.
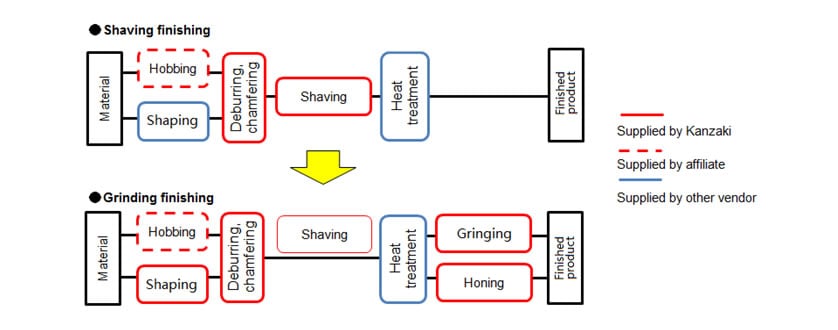
When customers build a gear production line, there are cases in which they choose to purchase full “packs” in order to reduce design costs and the workload of the production engineering department. This means the purchase of a full set of the machines required for gear manufacturing. For example, gear machining prior to heat treatment requires gear cutting machines, chamfering and deburring machines, and shaving machines.
3. Gear Shapers
3.1. What is a Gear Shaper?
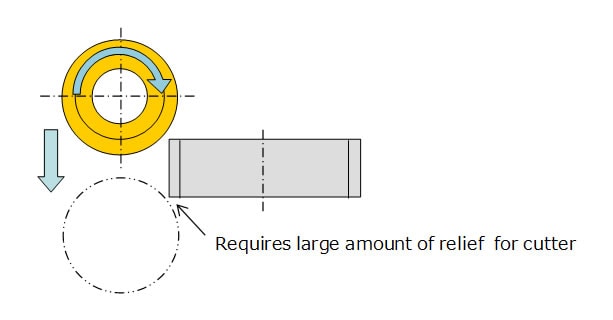
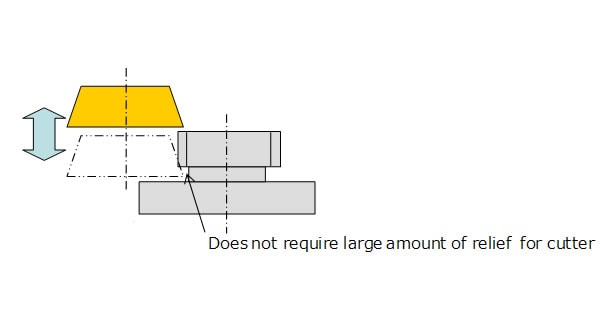
A gear shaper is a type of gear cutting machine. When cutting cylindrical gears such as helical gears and spur gears, cutting of the teeth on the workpiece is performed by hobbing with a rotating hob (see Fig. 2) or gear shaping with a reciprocating pinion cutter (see Fig. 3).
Hobbing is inherently more efficient because the hob performs cutting the workpiece continuously. Gear shaping is less efficient because the reciprocating motion of the pinion cutter only performs cutting one-third of the time. On the other hand, its advantages are that it can be used for the machining of internal teeth and where there are obstructions in the vicinity of the gear. A stepped gear shown in Fig. 3, for example, can only be machined by a gear shaper.
3.2. Gear Machine Tool Product Range
A range of gear cutting machines is needed to satisfy customer orders for “packs.” While hobbing machines can be sourced from a partner supplier, shaping machines must be produced in-house because they are not available from any of Kanzaki’s partners in Japan. This has created the need for a range of shaping machines in order to satisfy “packs” orders.
A competing supplier has a near monopoly on gear shapers in Japan with more than 80% of the market. Drawing on feedback from customers, Kanzaki identified the following three design concepts.
- Compact design
- Simple, low cost
- Compliance with JIS Grade N7 accuracy

3.3. Compact and with Simple Features
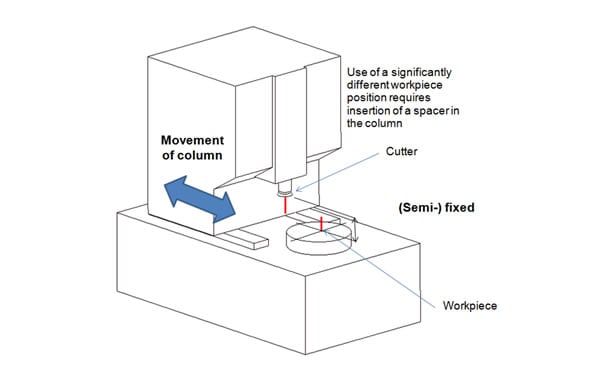
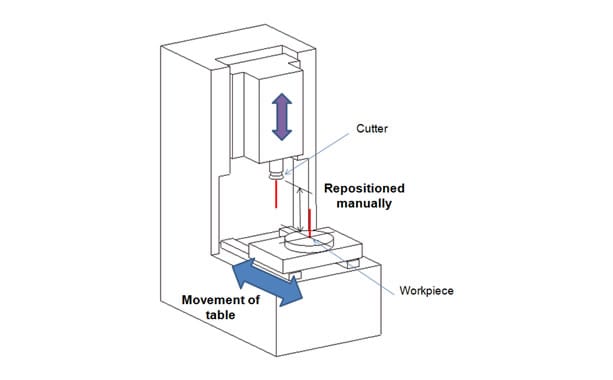
One of the features of the newly developed gear shaper is its use of a table feed method. This means that the workpiece is cut by moving it toward the cutter while the cutter remains stationary. This is in contrast to the currently more common column-feed method where the workpiece remains fixed and is cut by moving the column.
Using the table feed method helps reduce the size and cost of the machine by enabling the column and bed to be combined.
To simplify the design, the height adjustment for cutter regrinding is performed manually rather than by numeric control, providing a wide adjustment range. Another feature of the machine is that it is designed to allow a wide range of machining positions (heights) while it does not use a high column configuration and it can be used for both internal and external workpiece cutting.
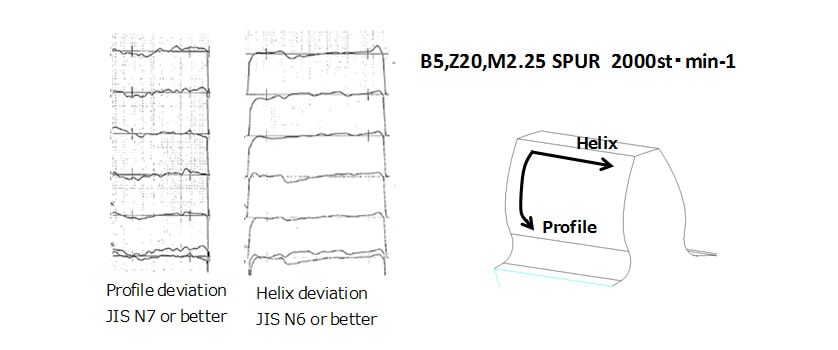
As shown in Fig. 6, the gear shaper can achieve the target machining accuracy even when working at 2000st・min-1.
4. Gear Grinding
4.1. What is a Gear Grinder?
Gear grinders are finishing machines that use a grinding wheel rotating at high speed to grind the surface of the gear (workpiece) teeth.
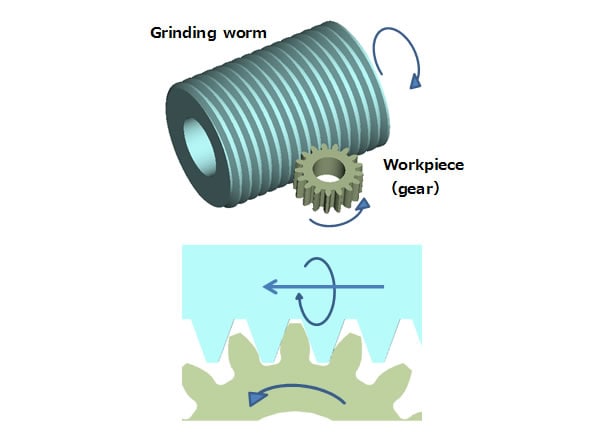
Gear grinders can be broadly divided into continuously generation grinders and profile grinders. Continuously generation grinding uses a tool (grinding worm) with a different profile than the gear teeth and performs grinding by moving the workpiece and grinding worm relative to one another. Profile grinding, on the other hand, grinds the workpiece using a tool with the same profile as the gear teeth.
Continuously generation grinding uses a grinding worm with multiple threads, and machining productivity can be increased by increasing the number of threads. Accordingly, continuously generation grinders are used at automotive and other mass production facilities. The GB150 model is a continuously generation grinder and is intended for mass production facilities.
4.2. Compact Design Achieved by Focusing on Specific Markets
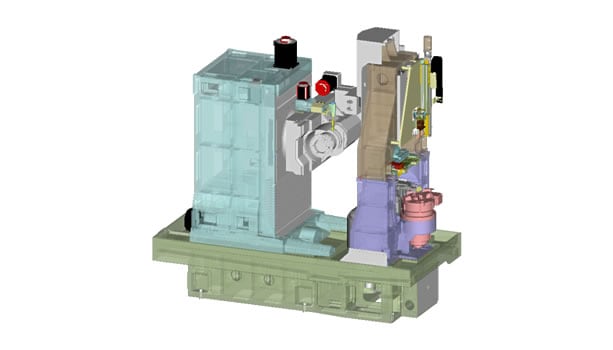
One of the features of the GB150 grinding machine (see Figs. 11 and 12) is its compact size.
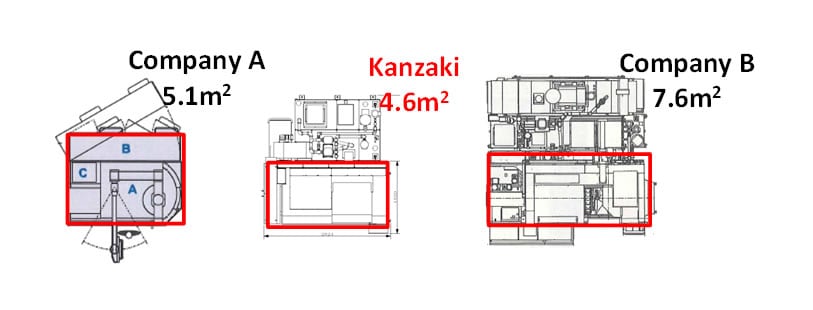
The target market for the machine is limited to pinion gears for vehicle automatic transmissions and small module gears for industrial machinery (M2, gear diameters of 150 mm or less). This focus on a clear target market enables the machine to be made more compact because individual parts can be sized appropriately. This helps shrink the size of customers’ machining lines (see Fig. 13).

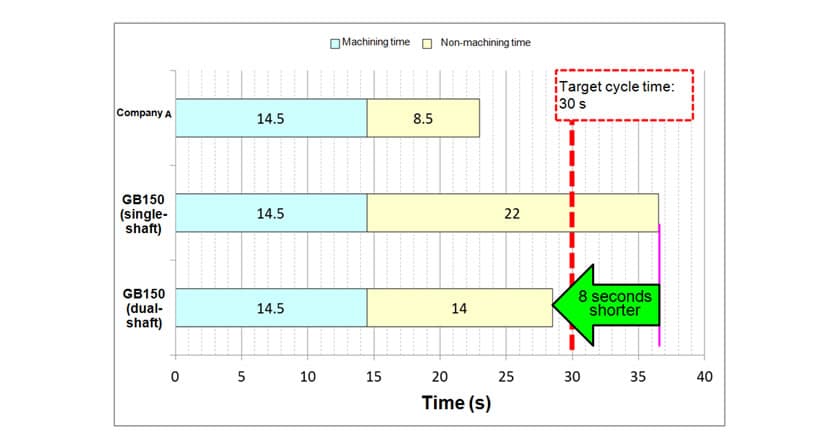
4.3. Shorter Cycle Times Using Dual-shaft Model
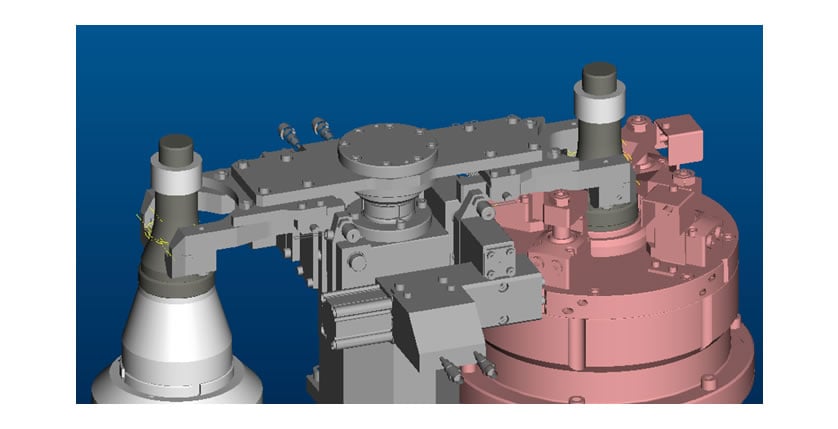
Another feature of the GB150 is the availability of a dual-shaft model. This model combines a machining shaft and indexing shaft such that workpiece handling and indexing can be performed on the indexing shaft while the workpiece (gear) is being machined on the machining shaft, together with a mechanism for exchanging the workpiece as soon as grinding is complete (see Fig. 14). Indexing is the preliminary setup to ensure that the phase of the grindstone and workpiece (gear to be ground) will be aligned correctly when the gear is mounted on the machining shaft. Being able to perform this beforehand significantly shortens the workpiece handling time compared to a single-shaft model. Although its performance does not quite match competing overseas suppliers, it has been very well received due to its excellent cost-performance (see Fig. 15).
5. Gear Honing Machines
5.1. What is Gear Honing?
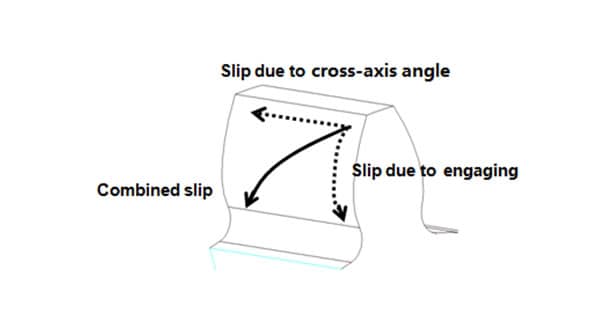
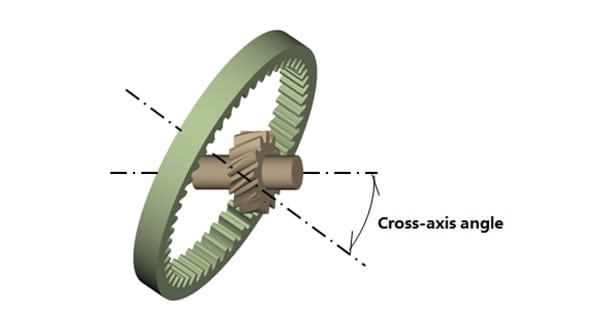
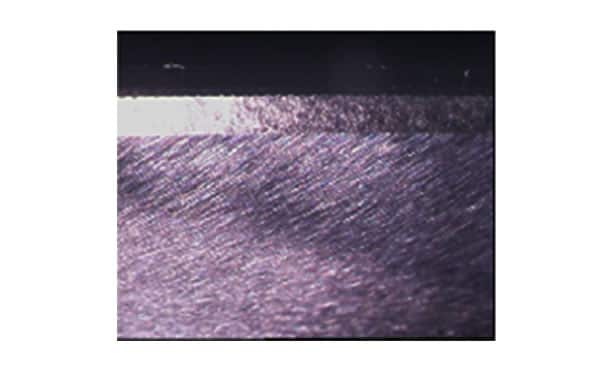
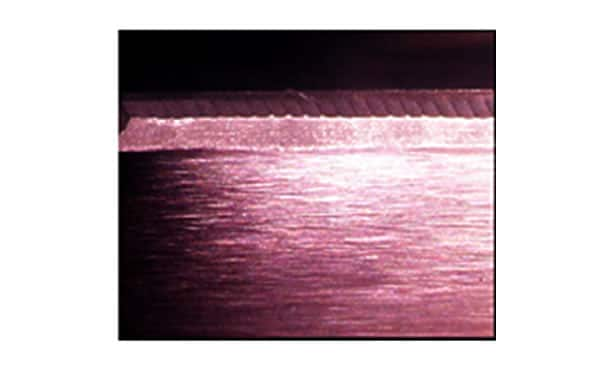
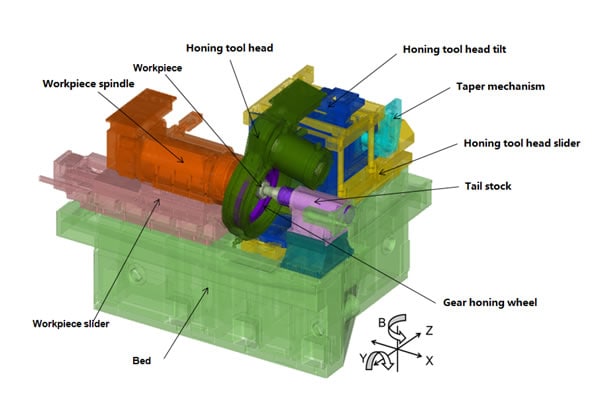
Gear honing is a technique for finishing workpieces (gears) after heat treatment and is characterized by leaving fine grinding marks due to grinding at an angle (see Fig. 16). (Figs. 18 and 19 show a comparison of the tooth surfaces.) Grinding uses a gear honing wheel in the shape of an internal-tooth gear that meshes with the workpiece to grind the tooth surface. While it is a form of grinding in the sense that it uses a gear honing wheel, it is called “honing” to distinguish it from normal grinding. As shown in Fig. 17, the axes of the gear honing wheel and workpiece are oriented at an angle to each other so that sideways slip across the tooth surface occurs in all positions. It is through the resulting grinding action that the gear is honed.
While it is recognized that the meshing of gears finished by gear grinding is a cause of noise at a high rotational speed, some customers choose to finish one of each pair of gears by honing or for both. This choice is a matter of each customer’s own approach or experience.
5.2. Only Synchronized Gear Honing Machine Made in Japan
While the use of honing for gear grinding at the finishing stage has advantages, as described above, pitch accuracy is more influenced by earlier machining processes. One of the reasons for this is that gear honing normally involves the workpiece being rotated by the grinding wheel. By contrast, synchronizing the workpiece and grinding wheel provides better pitch accuracy for gear grinding machines that use a higher grinding force. A synchronized honing machine works by synchronized driving for both the gear honing wheel and workpiece like a grinding machine. A synchronized horning machine is provided only by Kanzaki in Japan. This makes honing competitive with tooth finishing by improving the total cumulative pitch deviation by between one and two JIS grades compared to conventional honing.
The compact size and cost-performance of the machine also help enhance its competitiveness.

6. Conclusions
While it is anticipated that the volume of automobiles manufactured internationally will continue to rise in the future, demand for gear shaving machines, which have been the mainstay of Kanzaki’s range of gear finishing machines, is expected to diminish, as noted at the beginning of this article. Accordingly, establishing a new basis for the business is an urgent challenge, and there is a need for further enhancements to make the machines developed by the company into international benchmarks. As part of the Yanmar Group, the role of Kanzaki Kokyukoki Mfg. Co., Ltd. is to forge ahead with its business with the conviction that supplying machine tools that can produce high-quality gears at low cost is its way of contributing to society, while also bearing in mind its goal of producing trusted products that delight customers.
-IMPORTANT-
The original technical report is written in Japanese.
This document was translated by R&D Management Division.
Author
