Research & Development Center
YANMAR Technical Review
Manufacturing Technology Group
1.Introduction
Yanmar is involved in a diverse range of businesses that encompass agriculture, pleasure boats, large marine engines, energy, construction machinery, and industrial engines. It operates its own plants for these businesses, where it produces high-quality products under the Yanmar brand. Unfortunately, the diversity of its business is such that it is difficult to share technologies across this portfolio. The result is duplication, whereby different businesses address the same technical challenges in isolation from one another. In Yanmar, it is important that all businesses work together to exert their collective strength. Looking farther afield, the environment in which the manufacturing industry operates is undergoing major change. Examples include global production and procurement systems as well as initiatives like Industrie 4.0 that seek to make production more efficient. Given this environment, R&D divisions are destined to lose competitiveness if they continue producing the requested parts and products as they have in the past. With many of its production facilities located in Japan, Yanmar in particular will find it difficult to survive unless it can continue to take advantage of its distinctive characteristics to generate added value.
It was against this background that the Manufacturing Technology Group was established at the Yanmar Research and Development Center in January 2017. Although there are many trials and errors due to the new organization, we are exploring production technology to make full use of the characteristics of Yanmar. This report presents a profile of the group using examples of its work in this area.
2.Manufacturing Technology Group’s Vision for Manufacturing
In terms of business processes, it is said that Japanese manufacturers generate considerable added value in their upstream planning and downstream servicing activities, but little in the intermediate production stages. This has prompted some companies to get out of owning factories altogether, and outsource production instead. Yanmar in contrast handles all of its business processes itself, from planning and development, to production, sales, and services. This makes the adding of greater value in production a vital issue for the company.
The Manufacturing Technology Group has many staff with expertise in materials engineering and solid mechanics (structural analysis). The group sees its job as being to take advantage of these skills and transcend the traditional boundaries of manufacturing technology. While the current focus is on the following three activities, the second of these in particular aims to make the most of Yanmar’s strengths that come from operating across the entire business process.
- [1]Adding more value in manufacturing operations
- [2]Adding more value through collaboration with other business processes (especially development)
- [3]Preparing for a future transition to global production
This report describes the first and second of these activities, which are starting to get results.
3.Initiatives for Adding More Value in Manufacturing Operations
This section describes two examples of work undertaken to add more value from new perspectives to improve manufacturing operations. The first involves using IoT to reduce manufacturing defects in casting, while the second aims to shorten processing times in machining.
3.1.Use of IoT to Reduce Manufacturing Defects
The manufacturing industry in recent years has been pursuing a policy of integrating information and communications technology with production technology, as exemplified by Germany’s Industrie 4.0 strategy. Advances in IT and IoT products are one factor behind this, with sensors and control equipment in factories being networked to help optimize production. While Yanmar still has some way to go in this area, benefits are starting to appear in areas like casting, welding, assembly, and inspection. This report describes the work being done with regard to casting.
The castings made at Yanmar are produced by the sand mold casting of iron. The production process involves pouring molten metal at a temperature of around 1400 °C into molds made primarily of sand, and then removing the casting from the mold after it has cooled and solidified. In sand mold casting, it is not possible to observe some processes directly, such as the pouring of molten metal into a mold. This makes it very difficult to identify the root cause when manufacturing defects occur.
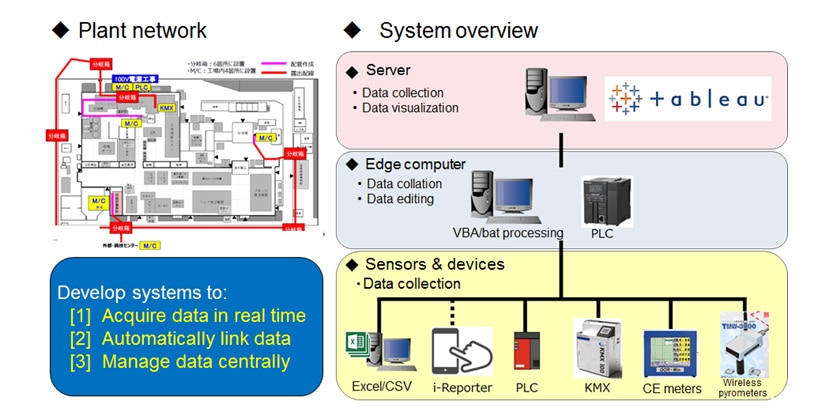
To address this problem, the Manufacturing Technology Group established a project team that also included staff from the casting plant, the Industrial Internet Group, and the Quality Analysis Division. They also set up a system for the collection and analysis of plant data. Fig. 1 shows a diagram of the system. Because it is not possible to observe directly what is taking place inside the mold, the system instead performs a variety of assessments and analyses based on large amounts of data. The following are some of its main functions.
- [1]Traceability of production data
The system automatically collects more than 500 items of data for each casting, including the chemical composition and temperature of the molten metal and the moisture content and amount of binding agent used in the sand mold. This data is then used to visualize the casting process. - [2]Real-time availability of data
By visualizing casting variability and error values, the system allows the plant to take prompt action on its own initiative - [3]Data analysis
The system is equipped with advanced data analysis techniques that can identify the root causes of manufacturing defects even when they are the result of multiple factors.
Using the system, the cause of sand-related manufacturing defects that had been appearing unexpectedly was traced back to a poor balance between the moisture content, strength, and density of the sand. The frequency of these defects was able to be significantly reduced by controlling these parameters appropriately. By continuing to obtain more such results, progress is being made toward the optimization of production.
3.2.Boosting Machining Efficiency
Machining means the use of a machine tool to cut a part or product to its desired shape and has long played a central role in the use of machine tools for metal working. While there are many different forms of machining, face milling serves as a typical example. Face milling works by attaching a number of tools to the machine’s shaft and then moving the surface of the workpiece over these rotating tools to cut it to shape. Yanmar uses face milling to machine the end faces of cylinder heads and cylinder blocks. The complex shapes of these parts mean that the amount of material to be removed is different from place to place. To allow for this, the machining parameters are calculated based on the location where the largest amount of material needs to be removed (typically the location where the load is highest during machining) and these parameters are used for machining the entire part.
The Manufacturing Technology Group has developed a technique that uses simulation to predict the loads on the tool and workpiece during machining. It also developed a technique that, rather than machining the entire part using the same parameters, smooths these loads by slowing the machining speed at high-load locations and speeding it up where the load is low. The technique succeeded in reducing the machining times for many face milled parts by 10 % or more. In addition, efforts were made to apply this technology. One example is a part that needs to be milled to a depth of 12 mm. Because machining this amount in a single pass is impractical, the past practice was to split the operation into four passes of 3 mm each. This was changed to three passes of 4 mm each, using the load smoothing technique to reduce the machining speed at locations where the load would otherwise be too high. Conversely, the machining speed was increased at locations where the load remained low despite the increase in cutting depth. As an example, Fig. 2 shows the load profile when milling the end face of a cylinder block for a large marine engine. The result of using the new technique to reduce the number of passes from four to three while also smoothing the load is a 43 % reduction in machining time. Furthermore, despite increasing the cutting depth by 1 mm, it results in a lower maximum load while also lengthening the tool life (the latter being a consequence of the 43 % reduction in the per-engine machining time).
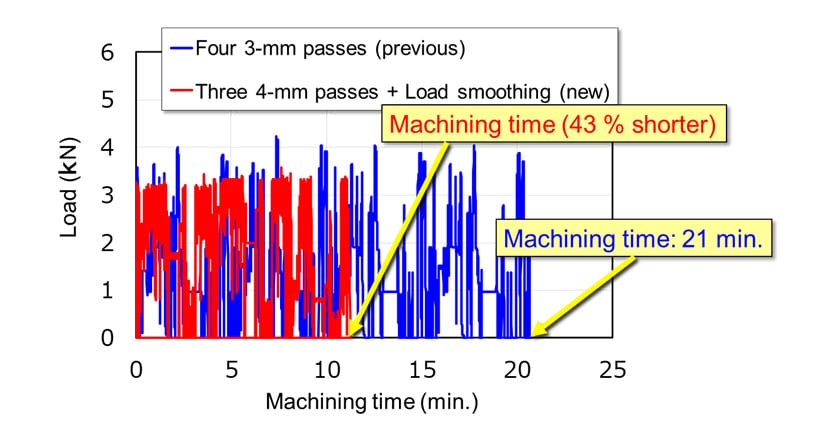
(Blue: Past Practice, Red: New Technique)
4.Initiatives for Adding More Value through Collaboration with Development and Planning
As noted above, Yanmar has many factories in Japan, and manufacturing costs are generally likely to be high. However, Yanmar believes that by close cooperation with domestic development bases, Yanmar can acquire new added value that could not be realized in the past. This section describes two initiatives that are based on this philosophy. These describe manufacturing practices that take account, respectively, of residual stresses in induction-hardened crankshafts, and strength distribution in cylinder blocks for large marine engines.
4.1.Manufacturing Practices that Take Account of Residual Stresses
Efforts have been made to make diesel engines smaller and lighter and to increase their output relative to engine displacement so that they will have a reduced environmental impact and be easier to incorporate into machinery. Among the consequences of this are that the crankshafts, used to transform the reciprocal motion of pistons into rotational torque, experience higher bending and twisting loads during engine operation. Yanmar has responded to this by using induction hardening to ensure the quality of its crankshafts by making them stronger and more resistant to wear.
The heating and quenching that occurs during induction hardening leaves residual stresses in crankshafts due to the phase transformations that take place in the metal as well as thermal expansion and contraction. While compressive residual stress has the effect of preventing fracture, tensile residual stress has the effect of promoting fracture. This makes it very important to determine what residual stresses will be present. Unfortunately, the extreme complexity of the mechanisms taking place during induction hardening mean that the prediction of residual stresses is very difficult.
To overcome this, the Manufacturing Technology Group developed its own induction hardening analysis technique. This uses mathematical equations to represent the various complex mechanisms, including temperature changes, phase transformations, and the associated elastic and plastic deformations, and incorporates these into an analysis that replicates the processes involved using the finite element method. In addition to its use in determining how best to perform induction hardening, crankshaft reliability can be assessed with high accuracy by coupling the model to an analysis of the loads in a running engine. Fig. 3 shows an analysis of the stresses around an oil passage in a crankshaft, a region for which reliability is difficult to evaluate. Whereas the previous method indicated the presence of a little tensile stress during engine operation, experimentation has confirmed that a comparatively large tensile stress is in fact present. The new technique is able to successfully replicate these conditions and provide a highly reliable evaluation. Developing this technique for determining the residual stresses created during production and making it available to the design and development divisions has provided greater design flexibility and enhanced reliability by enabling strength design to be done with much greater precision than in the past.
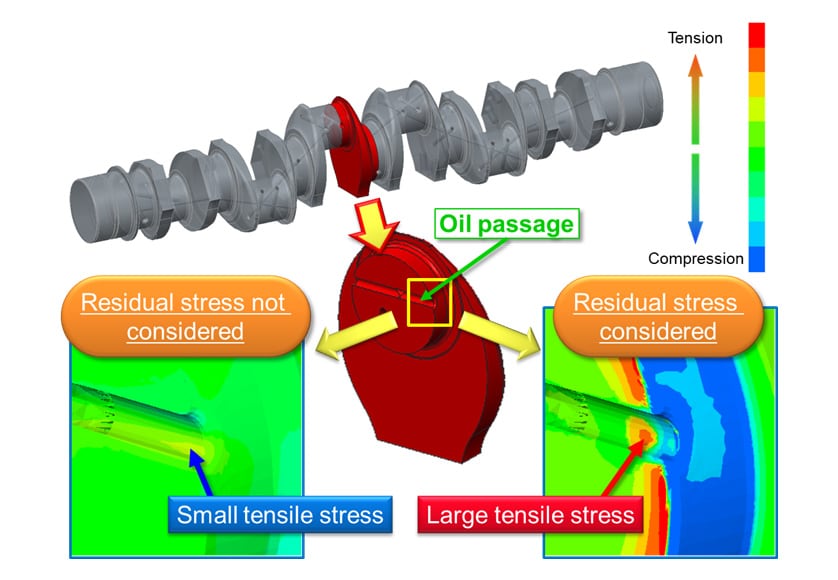
(Bottom Left: Previous Method, Bottom Right: New Method)
4.2.Manufacturing Practices that Take Account of Material Strength
Diesel engines generate large amounts of torque from the rapid combustion inside their cylinders of air that has been compressed to high temperature and pressure. This is why their cylinder blocks tend to be made of cast iron with its excellent strength characteristics rather than the aluminum alloy commonly used in gasoline engines. Because they are produced by sand mold casting, as described in section 3.1 above, the strength of these cylinder blocks tends to be high in regions where cooling and solidification take place rapidly, but low where cooling is slow. This deterioration of strength is especially severe in the cylinder blocks of large marine engines, which take several days to cool.
As past methods for strength design at Yanmar have been unable to take account of the different material strengths in different regions within a part, the practice has been to design entire parts as if they are only as strong as their weakest region. This has resulted in the unintended over-design of high-strength regions where cooling was rapid. Although efforts have been made to overcome this by using commercially available software to predict strength based on cooling rates in the casting process, these have not achieved satisfactory accuracy due to the simplified way that they model the cooling rate.
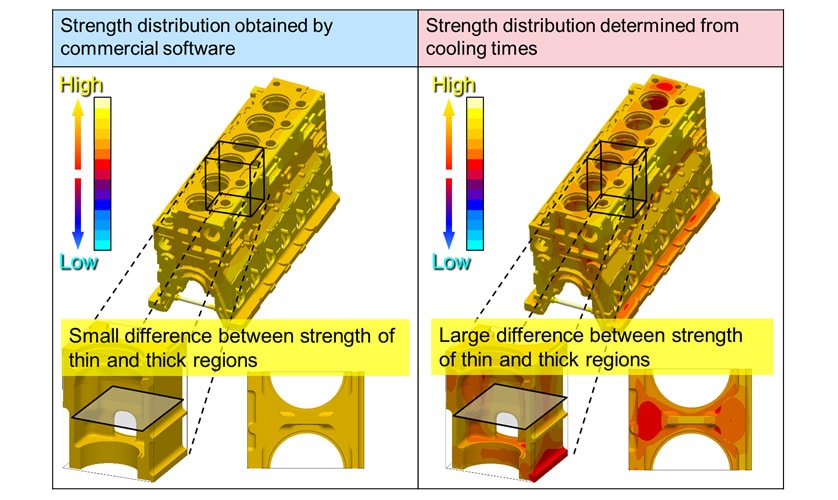
The Manufacturing Technology Group investigated the cooling of cast iron by considering [1] the time taken for the molten metal to solidify, and [2] the time taken for the solidified metal to transform into a stable material at room temperature. They then developed a technique for predicting material strength from these times. Fig. 4 shows a comparison of the strength distributions in a cylinder block for a large marine engine in the three-ton class. The distributions were obtained by using the commercially available software and by the new technique based on cooling times. While the two methods produce markedly different results, experiments have confirmed that the results of the new technique based on cooling times are much more accurate. The next step is to give design and development divisions access to this newly developed technique for accurately determining material strengths that vary between different regions in a part so that they can perform strength design with greater accuracy. The intention is that this will improve the performance of Yanmar products by making parts lighter while also enhancing their reliability.
5.Conclusions
As a new organization established in January 2017, the Manufacturing Technology Group is well placed to embark on new initiatives without being bound by past practice. The group is young (average age 33) and highly motivated. This report has described the group’s work in the fields of casting, machining, and heat treatment. These activities involve frequent collaboration with other business processes without being restricted by the traditional boundaries of manufacturing technology. Although not covered by this report, their work also encompasses welding, sheetmetal presses, and coating. While this work has primarily been aimed at enhancing the practices used at plants in Japan, they have also made a start on technology transfer to overseas plants. In this way, they are engaged in work that contributes to business and society as the scope of their activities expands. They intend to continue pushing ahead as a team so that Yanmar can continue to supply products and services that customers can use with confidence and at a reasonable price.

-IMPORTANT-
The original technical report is written in Japanese.
This document was translated by Research & Development Management Division.
Author
