JavaScript is disabled on your browser. Please enable it to browse this site correctly.
YANMAR Technical Review - Latest
Technical Papers
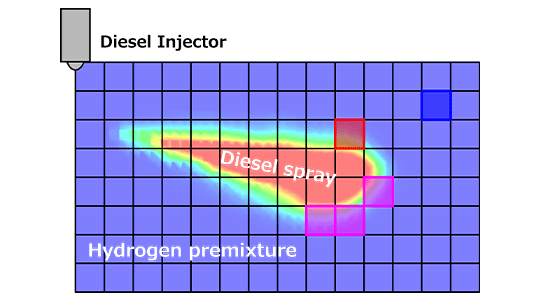
Investigation of Fundamental Combustion Characteristics of Hydrogen Dual-Fuel Engine Combustion Modeling Using Single-Cylinder Engine Testing and Simulation
Technology
Development of Agricultural Work Support Technologies Using AI and Edge Computing Toward Simplified and Accessible Farming for All
Technology
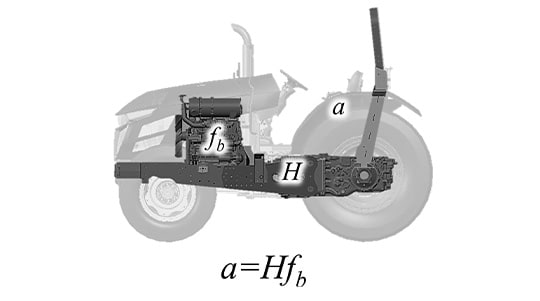
Ergonomic Evaluation for Yanmar Products Aiming to Improve Usability
Technology
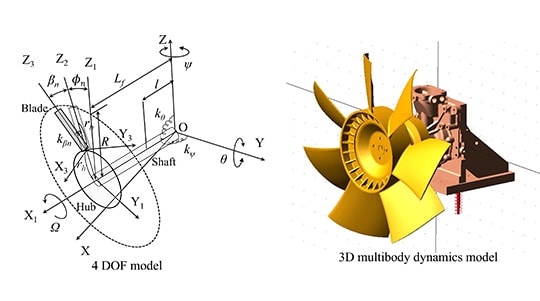
Whirl Vibration Analysis of Engine Cooling Fan System Technology for Adapting to Various Engine Installation Designs
Engine
Research on Component-based TPA Methodology for Modular Design Experimental Approach to Accuracy Verification Using an Off-Road Vehicle
Technology
Product Technology
Commercialization of HP35FA1Z Stationary Hydrogen Fuel Cell Power Generation System Compact, All-in-One System for Supply of Clean Power
Energy
GY175 Next-Generation High-Speed V-Type Diesel Engine Development of Electronically Controlled Engine for Stationary Electricity Generation
Marine Commercial
Hull Cleaning System Development of New Products to Solve Marine Environmental Problems
Recreational Marine
Development of the Straight Driving Assist Tractor Series Driving Control Improvements to Expand Lineup of Autonomous Agricultural Machinery
Agri
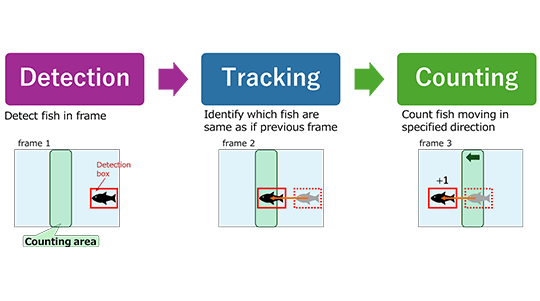
Development of Fish Counting System Using Fish Tracking and Counting Area Toward Improving Operational Efficiency in Aquaculture
Technology
Other Articles
Editor’s Postscript
Show Archive
Catalog Download
FAQ
Dealer Locator
Contact