TUFF TORQ CORPORATION
ヤンマーテクニカルレビュー
Reliability Case Study of an Integrated Hydrostatic Transaxle
Abstract
Tuff Torq Corporation (TTC) is a manufacturing facility located in Morristown, Tennessee, USA. TTC is a global leader in providing the highest-value off-highway powertrain solutions to customers around the world. This article describes an example of planning and deploying a variety of reliability engineering and product development tools to implement product improvements that add value to the customer, increase product life, and minimize warranty claims.
1. Introduction
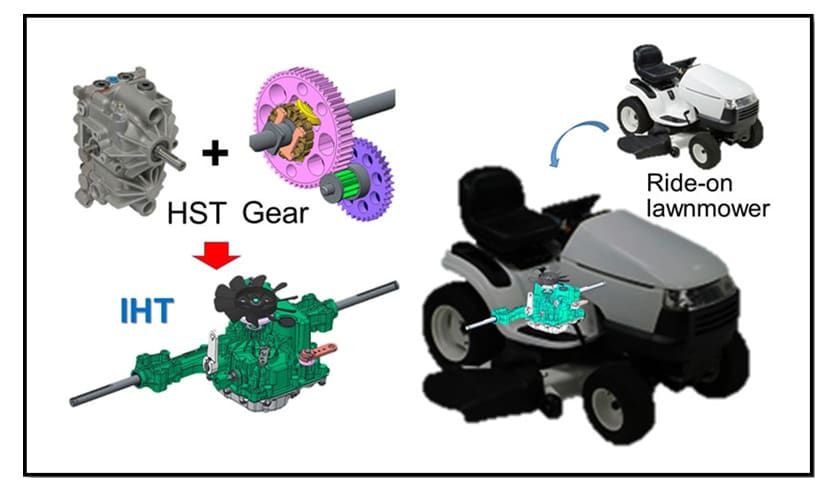
Tuff Torq has produced over one million units per year for the past five years, with the majority of those being integrated hydrostatic transaxles (IHT) like the K46 shown in Figure 1 above. TTC has built over 15 million transaxles since it was founded in 1989. An IHT consists of a hydrostatic transmission (HST) and a gear drive assembly in a common housing. IHTs are commonly used in lawn and garden equipment due to their ability to change the vehicle’s speed and direction without disrupting the engine speed. This is important for a lawnmower because disruptions to the engine speed would adversely affect mowing performance of the blades. The HST converts mechanical energy from the engine to hydraulic energy then back to mechanical rotating energy to drive the vehicle’s axles. The HST allows infinitely variable speed control by making changes in flowrate from the pump to the motor and the ability to change the vehicle’s direction by reversing the direction of hydraulic fluid flow.
Due to the many critical components found in an IHT, it is important to understand the design intentions and limitations of each component and how they interact as a complete assembly to maximize the fatigue life of the transaxle. Reliability engineering can be defined as the practice of ensuring that a component or product performs its intended function without failure for a specified amount of time, generally dictated by defined design and warranty guidelines. One tool used in reliability engineering is Design of Experiments (DoE). A DoE can provide statistical evidence to support making sound engineering decisions on comparisons, variable screening, transfer function exploration, and system optimization. Highly Accelerated Life Tests (HALT) are qualitative accelerated tests used to reveal possible failure modes and complement the physics of failure knowledge about a product. The goal of HALT testing is to proactively find weaknesses in the IHT and correct them, either through design or manufacturing process changes. Due to its accelerated nature, HALT testing is typically faster and less expensive than traditional testing methods.
2. Background
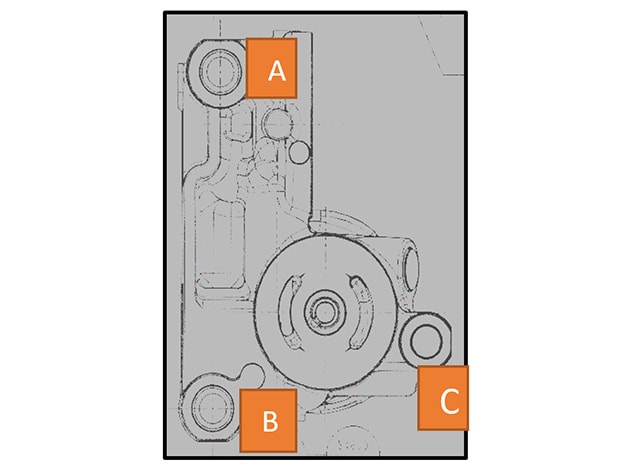
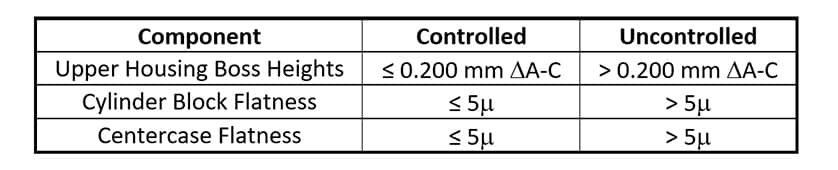
One vital component of the HST is the centercase. The centercase provides a smooth surface for the pump and motor cylinder blocks to rotate on, and it is the sole passage for oil flow between the hydraulic pump and motor. The flatness of the machined surfaces of the centercase and cylinder blocks are critical for proper performance of the HST rotating group and can cause lower volumetric efficiency due to hydraulic fluid leakage if not properly controlled. The centercase is bolted into the upper housing via three mounting bosses. The relative height of the upper housing bosses is another critical factor for centercase performance. Uneven boss heights can cause misalignment which reduces volumetric efficiency, generates heat, and can lead to early fatigue failures. Transaxle volumetric efficiency can be approximated by measuring the axle speed under controlled load (axle torque) versus axle speed under no load while maintaining a constant input speed.
3. Procedure
The primary objective of the DoE was to determine the key factors that influence efficiency and reliability of the transaxle. The response variable of the DoE was transmission volumetric efficiency at two temperatures (50°C and 90°C) at 0 hours, 8 hours, and 32.5 hours of accelerated test time. The accelerated test conditions for torque and speed were selected by performing HALT with the objective of reducing test time while achieving the same failure mode at accelerated load as rated load. The variables, or main effects tested in the DoE are summarized in Table 1 and Figure 3. A 2-level full factorial design (23) was implemented to minimize the estimation error in the dataset, and 5 repetitions of each condition were tested for a total of 40 tests.
4. DoE Data Analysis
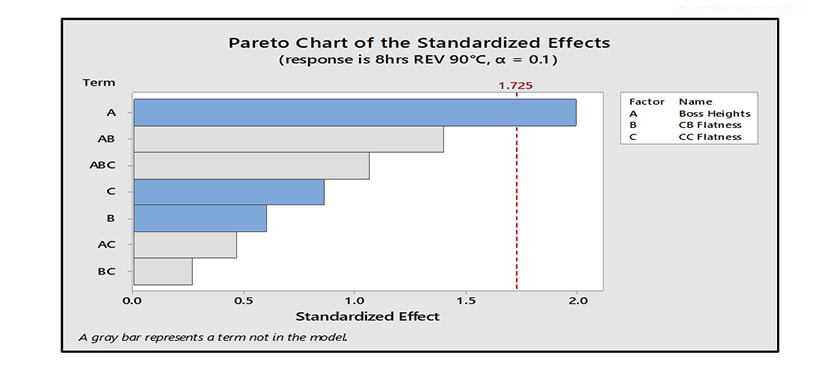
An analysis of variance (ANOVA) statistical method was utilized to determine if any of the main variables or the interactions between those variables were statistically significant in terms of transmission efficiency when measured against a 90% confidence interval. Due to the use of boss "B" as the controlled variable, efficiency data when the transaxle was running in the reverse direction is most relevant.
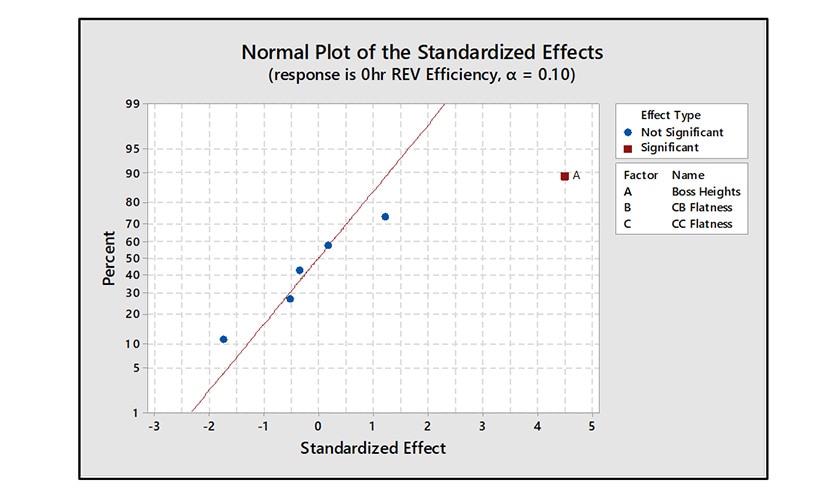
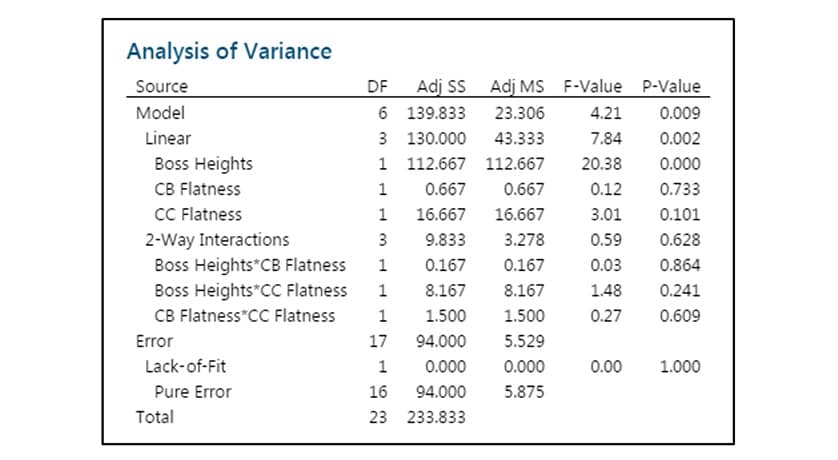
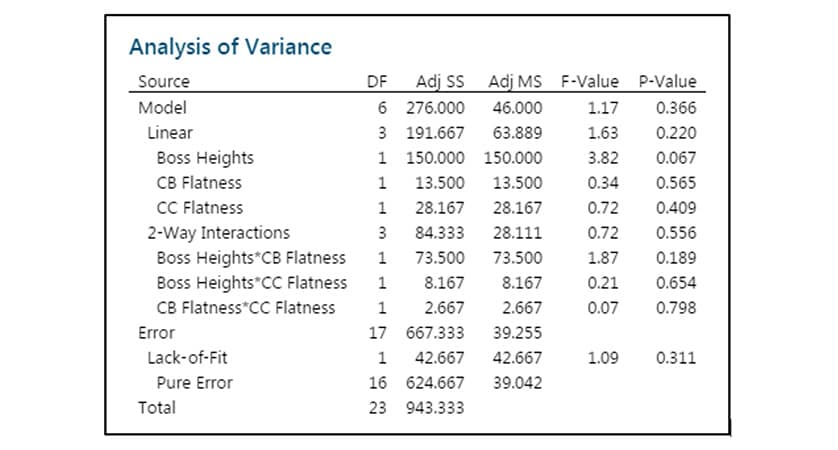
The zero-hour data suggests that upper housing boss heights were statistically significant with respect to volumetric efficiency for a brand new transmission. The data also suggests that centercase flatness and the interaction between centercase flatness and boss heights has a statistically marginal effect on volumetric efficiency.

The eight-hour data suggests that the significance of centercase flatness with respect to volumetric efficiency tends to decrease as the transmission accumulates test hours and the rotating surfaces of the HST begin to wear. Because of unexpected final gear breakage as the failure mode of some tests, end of life or designed damage efficiency data was not used in the ANOVA computations due to right-censored data. Ten test samples exhibited final gear failure, of which six were suspended before the 32.5-hour target. Eight of the ten gear failures were conducted with uncontrolled upper housing boss heights, supporting the hypothesis of gear misalignment induces bending fatigue failures. One of the ten was conducted with controlled upper housing boss heights that met the delta requirement between bosses, however boss heights were all too shallow which also supports the hypothesis of gear misalignment induced bending fatigue failures. Only one of the ten gear failures included controlled upper housing boss heights, and the exact cause of failure was unknown.
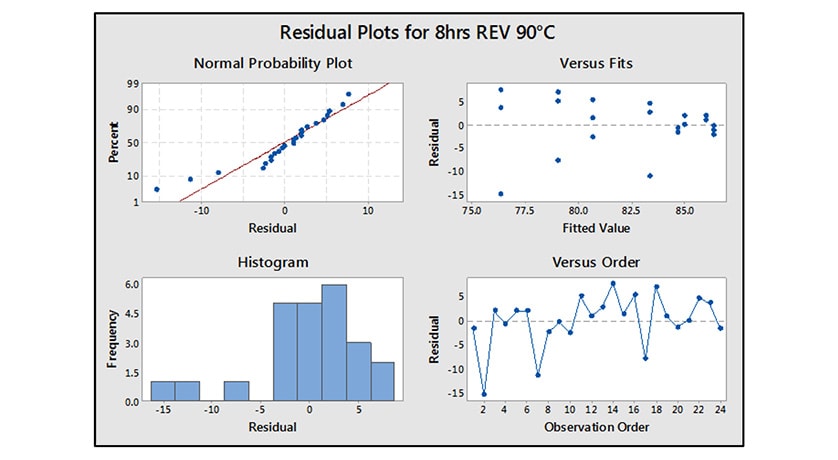
To ensure the accuracy of the ANOVA models, an assumption was made that the dataset fits a normal probability distribution and residuals are independent and exhibit constant variance. Residual and normal probability plots for zero-hour data (Figure 9) and eight-hour data (Figure 10) confirms that the ANOVA model is adequate and the meets the assumptions of the analysis.
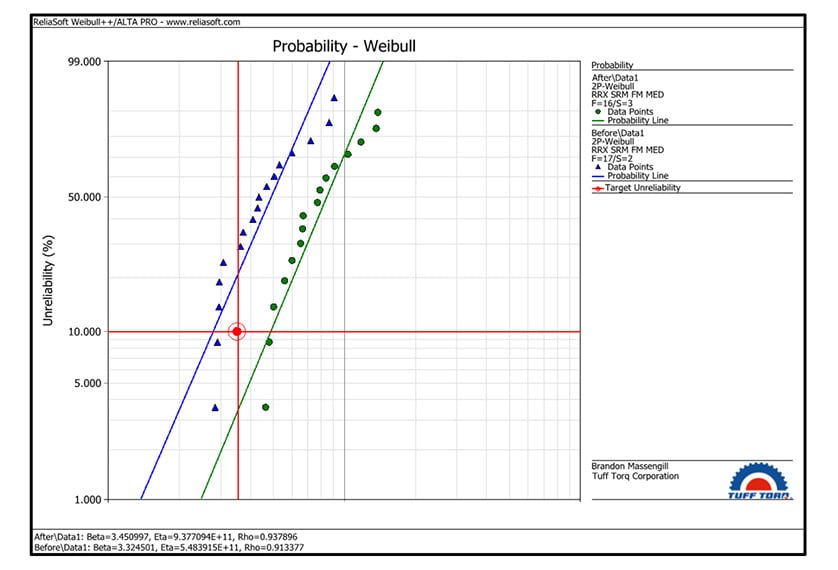
Through extensive testing to determine the major contributing factors to low volumetric efficiency and early fatigue failures, TTC was able to make suggestions to implement manufacturing and supplier process changes to increase and maintain consistent reliability with all transmission models. The reliability plots for one transmission model is shown in Figure 11. The plot shows the unreliability of this specific model before and after improvements were implemented. Reliability for this model increased by 17.6% and remains well above target today.

5. Conclusion
A methodical testing plan and series of statistical analysis tools were deployed to determine that centercase misalignment had a greater impact on transmission performance than cylinder block or centercase flatness. As a result of this DoE, additional material was added to the upper housing bosses and the machining process at Tuff Torq was improved to control a tighter tolerance on centercase alignment, and the reliability of this specific transaxle model has improved greatly and continually surpasses its reliability goal. This case study highlights just one of the proactive steps taken to find the root cause of a potential issue and the subsequent improvements in product reliability by working with the casting supplier and Tuff Torq’s machining department to implement a corrective action.
Tuff Torq Corporation provides powertrain solutions for dozens of applications in the off-highway recreational and utility vehicle industry as well as for lawn and garden residential and commercial mowers. By understanding the unique requirements of each application and through extensive research and testing, TTC can continually improve the reliability of its products to provide the highest possible value, exceeding customers’ expectations. TTC has invested millions of dollars in the last few years in test equipment, additional personnel, and training to expand capacity, knowledge, and capability. TTC has also improved interdepartmental communication to efficiently collaborate on new product development, current production, cost-down initiatives, quality issues, and any other test requests and reporting of results to thoroughly verify new design prototypes and validate new components, new suppliers, or new manufacturing processes.
Author
